
Техтран - Розкрій фігурний листового металу (фігурний)
- призначення програми Програма призначена для комплексного вирішення завдань розкрою листових матеріалів....
- Завдання на розкрій
- Автоматичне розміщення деталей на аркуші
- Ручне розміщення деталей на аркуші
- Контроль переміщення деталей
- програмування обробки
- автоматична обробка
- Оброблення кромок під зварювання
- розмітка листа
- Многосуппортовая обробка
- Використання ділового відходу
- документування
- Автоматична генерація тексту
- Засоби розробки і налагодження програм
- Отримання керуючої програми
- Налаштування на конкретне обладнання з ЧПУ
призначення програми
Програма призначена для комплексного вирішення завдань розкрою листових матеріалів. Вона поєднує можливості системи підготовки керуючих програм з функціями організації виробничого процесу. Підхід до вирішення, використаний в програмі, підсумовує досвід роботи ряду підприємств, що експлуатують машини термічного різання.
Використання бази даних
Програма об'єднує традиційні засоби програмування обробки Техтрана з базою даних. На базу даних покладається не тільки завдання управління різними даними, але і управління роботою системи в цілому, оскільки об'єктами бази даних є і програми розкрою листів. Перш за все, в базу даних заносяться деталі, які можуть бути імпортовані з іншої системи, побудовані засобами Техтрана або створені на основі макросів.
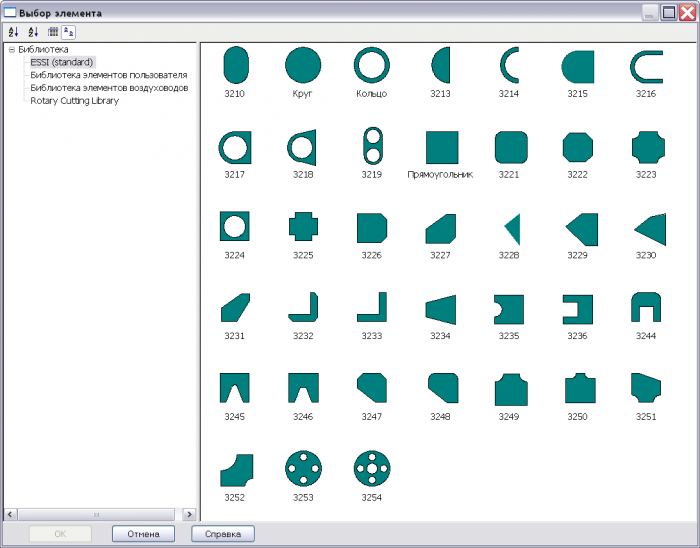
Створення деталей на основі макросів
В ході роботи з програмою в умовах виробництва поступово виділяється ряд типових деталей, що відрізняються розмірами і наявністю або відсутністю деяких допоміжних елементів. Такі типові деталі зручно зберігати в бібліотеці в параметризрвані вигляді і використовувати при створенні реальних деталей, задаючи фактичні значення параметрів. Програма дозволяє при створенні деталі в базі даних використовувати параметризрвані деталі. Введення установок деталей здійснюється в діалоговому вікні. Користувачі мають можливість розробляти макроси, що описують геометрію і, при необхідності, обробку типових деталей. Також є можливість задавати опис параметрів для налаштування діалогового вікна і контролю даних, що вводяться.
Виправлення не коректною геометрії при імпорті DXF файлів.
В системі реалізована можливість налаштовувати точність сполучення контурів при імпорті DXF файлів. Точність сполучення - відстань, в межах якого допустимо розбіжність вихідних сегментів, усувається при їх перетворенні в контури. Точність сполучення впливає на те, чи будуть об'єднані в один контур близько розташовані сегменти чи ні. Якщо граничні точки сегментів не збігаються, але відстань між ними знаходиться в межах точності сполучення, такі сегменти сполучаються (об'єднуються в єдиний контур). Сегменти сполучаються за рахунок їх продовження, усічення або зсуву кінцевих точок - в залежності від взаємного розташування сегментів:
а) Усікання сегментів.
б) Продовження сегментів.
в) Зміщення сегментів «Короткі» сегменти (мають довжину менше точності сполучення) усуваються.
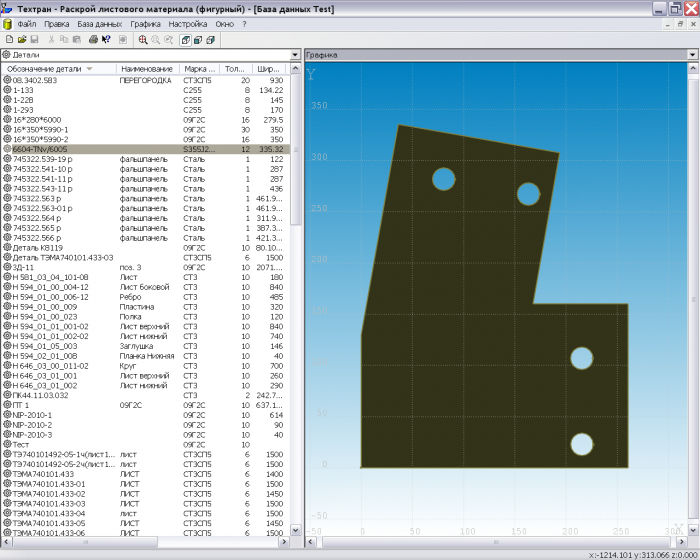
Після видалення «короткого» сегмента проводиться сполучення сусідніх сегментів. Сегменти (або частини сегментів), які накладаються один на одного в межах точності сполучення, об'єднуються. Деталі зручно переглядати одночасно зі списком всіх деталей. Для управління деталями та іншими об'єктами бази даних в Техтране пропонується єдиний наочний механізм, який використовує дві панелі. Такий підхід дозволяє проводити дії над об'єктами бази даних зі списку (створення, видалення, редагування і перегляд параметрів) і одночасно бачити на сусідній панелі графічне представлення елементів списку (деталей, листів, розкриємо листів і т.п.). Крім цього, наявність двох панелей робить зручною роботу з об'єктами, що включають в свою чергу інші об'єкти. Так, наприклад, розкрій листа містить деталі. Щоб організувати перегляд деталей, що відносяться до різних розкрою листа, в одній панелі можна відобразити список розкриємо листів, а на іншій - список деталей, розміщених на конкретному листі.
Завдання на розкрій
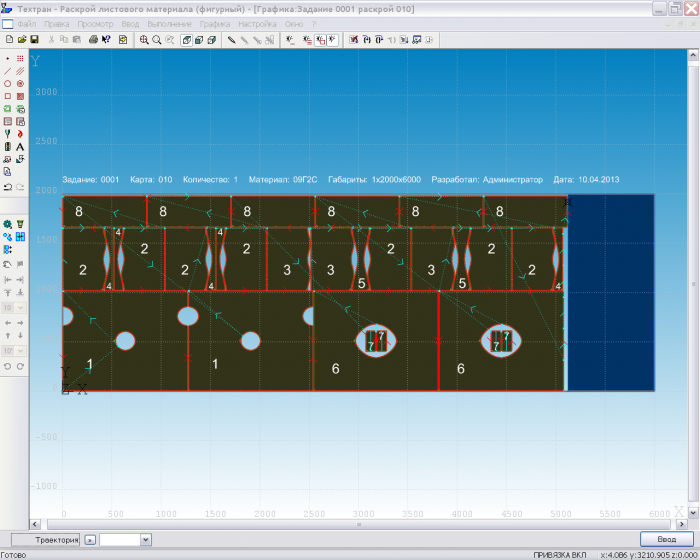
Програма організовує взаємодію різних об'єктів, задіяних в процесі розкрою листового матеріалу. З деталей, які необхідно виготовити, формується завдання на розкрій. Потім в завдання на розкрій включаються листи для виготовлення деталей. Програма забезпечує можливість автоматичного і ручного розміщення деталей завдання на розкрій на аркушах. При цьому програма відстежує кількість нерозміщених деталей і можливість виготовлення деталі з обраного листа.
Автоматичне розміщення деталей на аркуші
У режимі автоматичного розміщення програма укладає деталі завдання на аркуші оптимальним чином. Вимагаються додаткові аркуші можуть бути автоматично взяті зі складу. Програма дозволяє також автоматично розмістити відібрані деталі на конкретному листі. При цьому витримуються задані відстані до краю аркуша і між деталями. Стратегія автоматичного розміщення забезпечує досить високий коефіцієнт використання матеріалу. Користувач має можливість підібрати оптимальне співвідношення між якістю розміщення деталей і часом розрахунку. При автоматичному розміщенні задається спосіб ущільнення деталей на аркуші, заповненому що не повністю. Це впливає на форму і пропорції ділового відходу з урахуванням специфіки його подальшого використання. Управління вибором деталей для заповнення отворів дозволяє задіяти для розміщення в порожнинах всередині деталей більш дрібні або великі деталі або ж зовсім не заповнювати отвори.

Ручне розміщення деталей на аркуші
Передбачено ручний режим розміщення деталей на аркуші. В цьому режимі деталь вибирається зі списку нерозміщених деталей завдання на розкрій і укладається на лист, а потім переміщається на вільне місце засобами графічного редактора. Є також кошти точного контролю взаємного розташування об'єктів. Поєднання автоматичного і ручного розміщення деталей дає можливість вигідно використовувати переваги кожного режиму для найбільш ефективної роботи.
Контроль переміщення деталей
У режимі ручного розміщення програма бере на себе ряд корисних функцій. До їх числа відносяться різні способи переміщення деталей з дотриманням необхідних відстаней між деталями і між деталями і краєм листа, а також можливість розташовувати деталі впритул один до одного.
Строгий контроль переміщення деталей. Включення цієї функції дозволяє переміщати деталі по листу на екрані монітора, як реальні предмети, для яких інші деталі і край листа є непереборною перешкодою.
Попереджувальний контроль переміщення деталей. При попереджуючому контролі переміщення деталей не обмежується вільної областю листа. Однак при попаданні в зону перекриття з іншими об'єктами відбувається діагностування неприпустимого розташування шляхом зміни кольору переміщуваної деталі.
Переміщення деталей до упору. Ця функція дає можливість притиснути деталь впритул до самого краю вільної області листа. Іншими словами, при даній операції відбувається переміщення деталі в деякому напрямку до тих пір, поки вона не упреться в деталь або край листа.
Копіювання деталей впритул один до одного.
При копіюванні деталей в цьому режимі автоматично визначається відстань, на яке може бути переміщена деталь в заданому напрямку, щоб деталі розташовувалися впритул один до одного.
Поєднання сторін деталей дозволяє зорієнтувати деталі таким чином, щоб поєднати їх обраними сторонами.
Вирівнювання деталей по прямій. Така можливість корисна при розташуванні деталей під обробку наскрізним різом.
програмування обробки
Після того, як деталі розміщені на аркуші, програмується обробка. У найпростішому випадку досить послідовно вказати оброблювані контури деталей. Програма будує траєкторію руху інструменту з урахуванням необхідних поправок, формує підходи, відходи і допоміжні переміщення інструменту, команди включення і виключення різака, подачі, корекції і т.д.
Підхід і відхід. Передбачена можливість різноманітної настройки способів підходу до оброблюваного контуру (по прямій, по дузі, по нормалі, по дотичній і т.п.), вибору точки підходу (автоматично або явно) і режимів роботи різака на різних стадіях обробки.
Перемички. На контурі деталі можуть бути виділені непрорезавшійся ділянки - перемички. При побудові траєкторії програма автоматично формує в таких місцях команди включення і виключення різака і вбудовує ділянки підходу і відходу.
Містки між деталями дозволяють обробляти кілька деталей без виключення різака. Завдання точок переходу траєкторії від однієї деталі до іншої проводиться після розміщення деталей і враховується при побудові остаточної траєкторії різака.
Петлі забезпечують якісну обробку кутів деталей і можуть бути призначені для будь-якого кута.
Призначена обробка. Для спрощення роботи обробка деталей може бути запрограмована на попередньому етапі з тим, щоб не повторювати одні й ті ж дії для багаторазового включення елементів в розкрій.
Обробка вручну. Для нестандартних випадків існує можливість побудови траєкторії і завдання технологічних команд в явному вигляді.
Підпрограми забезпечують структурування одержуваної керуючої програми і дозволяють зменшити обсяг формованого тексту.
Обробка деталей поєднаним різом. Пари деталей, розміщені на аркуші на відстані ширини різу, можуть бути оброблені єдиним різом без виключення різака. При обробці окремих деталей досить вказати контур деталі, яка буде оброблятися першої.
Попередня пробивання. При обробці листів великої товщини може знадобитися спочатку пробити отверсием в листі, а потім виконати основний обробіток. Для подібної попередньої обробки листа може використовуватися або окремий різак, або свердло. Програма дозволяє виконати обробку з попередньої пробивкой отворів. Передбачена можливість завдання різних способів попередньої пробивки.
Позиціонування над матеріалом. У деяких випадках необхідно при переході від контуру до контуру переміщати різак, минаючи відокремлені від листа деталі і відходи. Ця функція необхідна при різанні поролону. Іноді вона потрібна при термічному різанні для запобігання зіткнення різака з вирізаними деталями і відходами. Програма забезпечує можливість такого позиціонування з урахуванням заданої відстані до деталі і до краю аркуша.
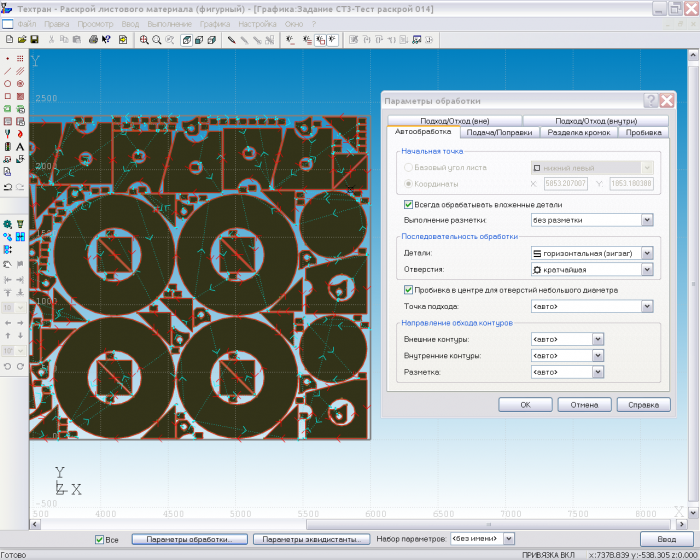
автоматична обробка
Режим автоматичної обробки дає можливість максимально спростити програмування обробки великої кількості деталей. Програма сама призначає порядок пересування між деталей на аркуші і виконує обробку. Різні стратегії обходу деталей забезпечують дотримання необхідних умов обробки.
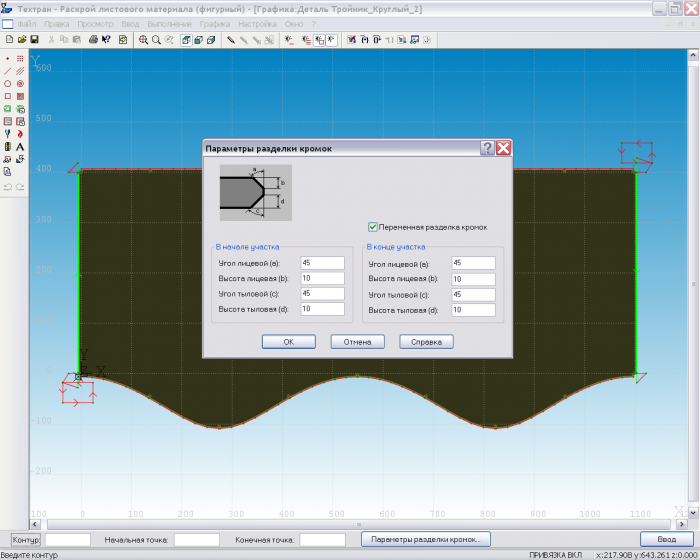
Оброблення кромок під зварювання
Оброблення кромок під зварювання може проводитися на машинах термічного різання, оснащених трехрезаковимі блоками. У програмі передбачена можливість обробки деталей як з постійними, так і зі змінними фасками. Постійна фаска характеризується постійністю лицьових і тилових кутів і висот по всій довжині. Мінлива фаска характеризується рівномірним зміною кута і висоти по довжині. Програма автоматично вбудовує в траєкторію руху різака спеціальні ділянки - вікна врізу в місцях включення бічних ризиків і петлі розвороту ризиків, які забезпечують правильну орієнтацію бічних ризиків і дотримання необхідних умов обробки. Положення вікон врізу може бути змінено за допомогою графічного редактора.
розмітка листа
Нанесення розмітки на лист може проводитися за допомогою порошку або керна. Контури розмітки можуть зберігатися в базі даних разом з деталлю. В цьому випадку розмітка виявляється розміщеної на аркуші разом з деталями. Для програмування роботи блоку розмітки досить вказати контури розмітки в потрібній послідовності. Програма зробить всі необхідні перемикання і побудує траєкторію.
Многосуппортовая обробка
На машинах, обладнаних декількома супортами, одночасно може вирізатися кілька деталей. Програма забезпечує автоматичне і ручне розміщення деталей з урахуванням можливостей такого обладнання. При програмуванні обробки необхідна розводка супортів виконується автоматично.
Використання ділового відходу
З невикористаної частини листа формується ділової відхід, який може бути поміщений в базу даних для подальшого використання.
документування
Програма формує наступні вихідні документи:
- карту розкрою листа
- специфікацію розкрою листа
- специфікацію завдання на розкрій.
 Як правило, конкретний вид вихідних документів визначається традиціями підприємства. Генератор звітів, що входить в Техтран, має гнучкий механізм настройки формату документів та обсягу виведеної інформації.
Як правило, конкретний вид вихідних документів визначається традиціями підприємства. Генератор звітів, що входить в Техтран, має гнучкий механізм настройки формату документів та обсягу виведеної інформації.
Автоматична генерація тексту
В процесі побудови геометричних об'єктів і проектування розкрою листа відбувається формування тексту програми на мові Техтран. Програма включає в себе всю послідовність вироблених дій і може бути використана при подальшій роботі. Це дозволяє гнучко поєднувати зручність діалогового режиму з перевагами текстового представлення програми, до яких відносяться:
- Використання раніше написаних програм і макросів, швидка їх модифікація
- Параметризація для типових деталей
- Використання умовних операторів, циклів, арифметичних виразів і функцій
- Можливість налагодження і виправлення помилок
Засоби розробки і налагодження програм
Система включає набір засобів для роботи з програмою на мові Техтран:
Команди виконання (виконати оператор, перейти в макрос, виконати програму до кінця, до курсора і т.п.) дозволяють виконувати і налагоджувати програму на Техтране. Використовуючи ці команди можна виконати програму цілком або частинами, припиняючи процес для аналізу результатів виконання окремих операторів.
Засоби контролю виконання дають можливість переглядати значення змінних, використовувати графічне вікно для візуального контролю об'єктів програми і переглядати діагностичну інформацію, сформовану в ході виконання програми.
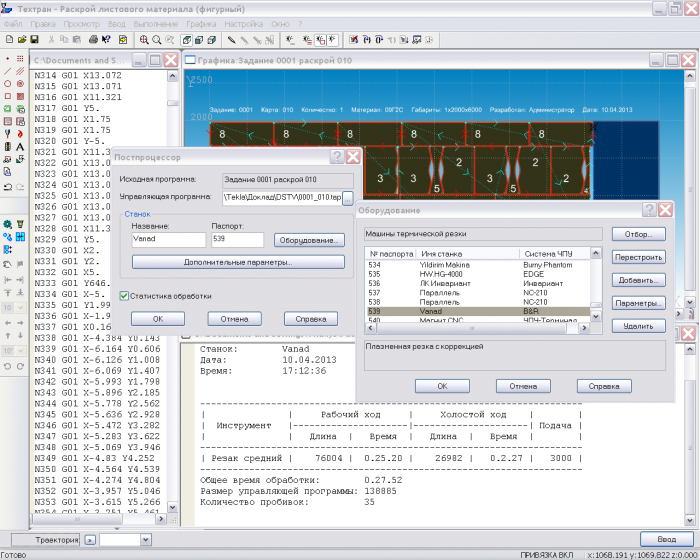
Отримання керуючої програми
Постпроцесор, що входить до складу Техтрана, дозволяє формувати керуючі програми для різних верстатів з ЧПУ за програмою обробки деталі і даними про обладнання, включеним до складу системи. Використовуючи програму обробки деталі, отриману для одного верстата, можна отримати УП для будь-якого іншого верстата зі списку обладнання.
Налаштування на конкретне обладнання з ЧПУ
Техтран забезпечує можливість настройки на конкретне обладнання з ЧПУ. Для опису обладнання потрібно заповнити паспорт верстата і створити модуль верстата на спеціальній мові Техпост. Такий механізм дозволяє користувачам самостійно враховувати особливості формування УП, розробляючи власні модулі на основі вже наявних.
Корисні статті:
ТЕХТРАН: сучасний засіб оптимізації розкрою листового матеріалу 06 червня 2008
Версія 5: нові рішення для російських підприємств 5 липня 2005
Розкрій листового матеріалу: рік по тому 13 серпня 2001
Контроль керуючих програм 10 січня 2002
Розкрій листового матеріалу 26 квітня 2000
Техтран - двадцять років потому тисяча дев'ятсот дев'яносто сім
сайт програми http://tehtran.com